In chemical plants, standard seals often fail. I’ve learned that PTFE seals are the go-to solution for handling aggressive media and extreme temperatures.
PTFE (Teflon®) seals offer unmatched chemical resistance and durability, making them essential for reliable, leak-proof operations in harsh environments.
Want to know why PTFE outperforms traditional seals? Here’s what you need to know.
What Makes PTFE Seals the Best Choice for Harsh Environments?
PTFE is a non-reactive, high-performance polymer with:
- ✅ Exceptional chemical resistance
- ✅ Temperature tolerance from -200°C to 260°C
- ✅ Low friction, anti-stick properties
These features ensure long-term reliability in chemical plants, food processing, and aerospace systems.
For a detailed comparison with O-rings, check our PTFE Seals Guide.
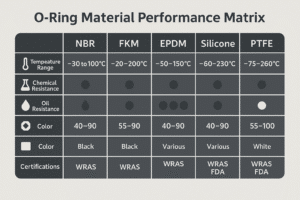
How Does PTFE Compare to Other Seal Materials?
| Material | Temp Range (°C) | Key Strengths | Best Use |
|---|---|---|---|
| PTFE | -200 to 260 | Inert, chemical-proof | Chemical plants, medical, food-grade |
| NBR | -40 to 120 | Oil resistance, flexible | Hydraulic systems, automotive |
| FKM | -20 to 230 | High heat, fuel resistance | Aerospace, automotive |
| EPDM | -50 to 150 | UV, ozone resistance | Outdoor seals, HVAC |
PTFE’s chemical inertness makes it irreplaceable in harsh environments where elastomers fail.
Which Industries Rely on PTFE Seals?
- Chemical & Pharmaceutical → Handles aggressive solvents & acids
- Aerospace & Automotive → Endures extreme temperatures and pressures
- Food & Beverage → FDA-approved, hygienic sealing
For applications needing FDA compliance, see our Silicone O-Rings Guide.
How PTFE Seals Eliminated Downtime in Chemical Processing
A petrochemical refinery suffered constant failures with standard seals in acidic, high-temp conditions. After switching to PTFE shaft seals, results were dramatic:
- ✅ Zero seal failures for 2 years
- ✅ 30% productivity increase
- ✅ 50% maintenance cost reduction
For high-RPM chemical systems, explore our PTFE Shaft Seal Comparison.
Why PTFE Seals Are a Smart Long-Term Investment
Though PTFE seals cost more upfront, their longevity offsets frequent replacements of rubber seals.
PTFE’s self-lubricating nature reduces friction, preventing wear even in high-speed applications, while resisting nearly all corrosive chemicals.
Our Seal Failure Guide explains how PTFE minimizes downtime risks.
Where to Buy Industrial-Grade PTFE Seals?
Hengoseal provides:
- Custom-sized PTFE seals for all industries
- FDA-compliant food-grade PTFE options
- Fast global delivery with OEM support
Explore related solutions:
📩 Email: [email protected]
📞 WhatsApp: +86 17622979498
Conclusion
PTFE seals deliver unmatched performance in chemical, high-temperature, and aggressive media environments. For critical applications, PTFE is the most reliable choice.
Get High-Performance PTFE Seals from Hengoseal
📩 Email: [email protected]
📞 WhatsApp: +86 17622979498
Related topic
PTFE Shaft Seals vs Rubber Oil Seals: Best for Chemicals?
Reducing Downtime with PTFE Seals: Case Study
Fluorocarbon vs. FKM: Which is Better?