Leaking pumps disrupted my entire workflow—until I found the 109 Series mechanical seal. This single upgrade brought leak-free performance, less maintenance, and longer equipment life.
- The 109 Series mechanical seal delivers durable, high-pressure sealing for industrial pumps—without the constant failures.
In this article, I’ll walk you through how mechanical seals work, what makes the 109 Series stand out, and how to choose the right model for your system.
What is a mechanical seal and why is it critical for pumps?
I once believed leaks were inevitable—until I realized the root cause was poor sealing. A mechanical seal sits between the rotating shaft and the pump housing, blocking fluid from escaping under pressure.
- It prevents fluid leaks by creating a controlled, pressurized seal between moving and stationary parts.
This design dramatically reduces downtime, improves efficiency, and extends your pump’s service life.
What are the basic components of a mechanical seal and how do they work?
| Component | Function |
|---|---|
| Seal Face | Primary sealing surface to block fluid |
| Secondary Seal | Backup seal to reinforce the barrier |
| Spring | Maintains constant face contact |
| O-Rings/Gaskets | Fill gaps, ensuring full seal coverage |
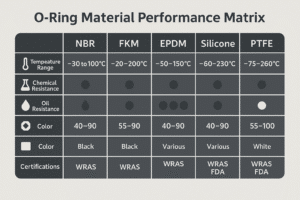
To learn how this compares with traditional sealing systems, read our O-Ring Fundamentals Guide.
What makes the 109 Series mechanical seal different?
After trying multiple sealing options, the 109 Series stood out for its reliability under high temperature and pressure.
- It features a balanced single-spring design with premium materials like tungsten carbide and carbon, offering superior stability and wear resistance.
What are the key features of the 109 Series mechanical seal?
| Feature | Details |
|---|---|
| Materials | Carbon, Silicon Carbide, Tungsten Carbide |
| Structure | Single-spring, balanced design |
| Pressure Rating | Up to 25 bar |
| Temperature Range | -20°C to 200°C |
| Shaft Sizes | Available from 10mm to 100mm |
Explore more seal options in our Oil Seal Solutions Library.
What industries use mechanical seal pumps the most?
The industries I work with—chemical, oil & gas, and water treatment—require mechanical seals to maintain uptime, safety, and efficiency.
- Mechanical seals are essential in pumps handling hazardous or high-pressure fluids across multiple sectors.
What are the common applications of mechanical seal pumps?
| Industry | Pump Application |
|---|---|
| Chemical Plants | Corrosive and abrasive fluid transport |
| Oil & Gas | High-pressure compressors and circulation pumps |
| Water Treatment | Sewage and clean water handling systems |
| Food Processing | Hygienic pump sealing in CIP/SIP processes |
Looking for seals in food-grade environments? Explore silicone sealing solutions.
How do I choose the right 109 Series mechanical seal?
In the beginning, I selected seals based on size alone—bad move. I later learned that fluid compatibility, temperature, pressure, and shaft design all matter.
- To select the correct 109 Series seal, you must evaluate operating conditions—especially chemical exposure and thermal range.
What selection factors matter most for mechanical seal pump applications?
| Factor | Importance |
|---|---|
| Fluid Type | Seal material must resist chemical degradation |
| Temperature | Must match or exceed system operating heat |
| Pressure | Seal must handle the max PSI of your system |
| Shaft Size | Needs to match shaft diameter precisely |
Need more sizing help? Check our Precision Oil Seal Options for shaft-specific guidance.
Can the 109 Series mechanical seal be customized for different pump needs?
Yes. What surprised me most is how customizable the 109 Series is. We tailored the seal for a client running aggressive fluids at 180°C—and it hasn’t failed since.
- Shaft sizes, face materials, and spring configurations can be customized based on your specific application.
For full custom solutions, visit our Custom Rubber Seal Page.
Ready to Eliminate Pump Leaks Permanently?
Stop wasting time with temporary fixes. A high-quality mechanical seal can dramatically extend the life of your equipment—and save you money in downtime and maintenance.
📩 Email: [email protected]
📞 WhatsApp: +86 17622979498